歡(huān)迎進入(rù)山(shān)東宇(yǔ)特金屬製有限公司網站!
與(yǔ)時俱進,誠贏客戶
十年金屬製品製造廠家
全國服務熱線15020639997
全國服務熱線15020639997
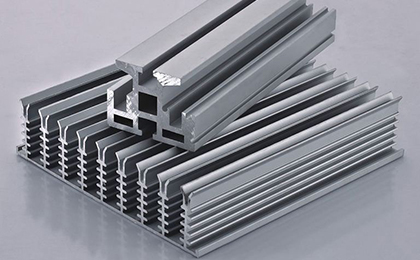
為了開始實際的擠壓,對毛坯(未成型的(de)鋁棒)進行熱處理,以軟化金(jīn)屬並使其更加柔韌。 這種熱處理的溫度通常在 800°F 至 925°F 之間。 然後將軟化的鋼(gāng)坯放入液壓機中,在鋼坯和柱(zhù)塞上塗上潤滑劑,以防止它們相(xiàng)互粘連。 (壓頭是將坯(pī)料推過機器的壓機臂。)當壓頭開始對壓機內部容器中的坯料施加壓(yā)力時,壓頭開(kāi)始將軟(ruǎn)化的坯料壓向模(mó)具,此時空白變得更(gèng)短(duǎn)更寬。 壓力逐漸推動坯料,直到其擠壓通過模(mó)具並在另(lìng)一側出現所需的(de)形狀。
一旦擠壓金(jīn)屬達到所需長度,就會用型材鋸或剪刀切割模具,並回收多餘的材料。 擠壓出來的鋁金屬冷卻後(hòu),用拉伸機進行矯直,以增加金屬的硬度和強度(dù)。 拉伸階段後,擠(jǐ)出物(wù)被切割成更小的長度以形成單獨的部件。 然後(hòu),零件會經曆(lì)“老化”,這一過程通過控製溫度來加速老化過程,以提高金屬的硬度和耐用性。 然後,擠壓鋁部件可(kě)以進行其他(tā)處理,以賦予某(mǒu)些性能或性能,然後再送出包裝和運(yùn)輸。
微信掃一掃

聯係電話