歡迎進入山東宇特金(jīn)屬製有限(xiàn)公(gōng)司網站!
與時(shí)俱進,誠贏客戶(hù)
十年金(jīn)屬製品(pǐn)製造廠(chǎng)家
全國服務熱線15020639997
全國服務熱線15020639997
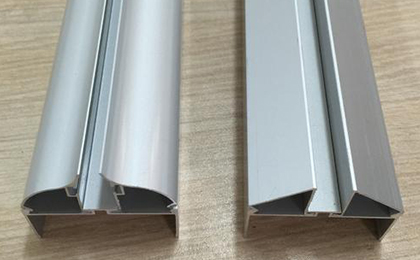
根據使(shǐ)用要求詳細了解(jiě)產品參數,如規格、尺寸、機械性能、配置等(產品(pǐn)規格、尺寸、結構的難易(yì)程度將(jiāng)直接影響工模具的成本投入和定製(zhì));
根據(jù)以上信息,技術人員開始出具(jù)設計圖紙和技術參數;
雙方對圖紙進行確認並蓋章(zhāng),以確認執行標準和檢測(cè)標準。 也(yě)可(kě)指(zhǐ)定第三方測試;
工裝/模具製造;
根據工具/模具,擠出樣(yàng)品並發送確認。 如果樣品正確,就可以進行批量生產。
定製(zhì)鋁(lǚ)型(xíng)材的精度控製:
鋁型材精(jīng)密擠壓技術的(de)要求(qiú)非常嚴格。 生產過程中,對擠壓設備、擠壓模具和擠壓工藝都有嚴(yán)格(gé)的要求。 產品精度控製範圍為±0.04mm。
工模具設計精(jīng)度及其材料技術是直接影響定製鋁製品質量和尺(chǐ)寸精度的主(zhǔ)要因素。 工具/模具材料的(de)選擇(zé)必須滿足高(gāo)硬度、耐高溫和耐摩(mó)擦的要求。
擠出模具的正(zhèng)常工作環(huán)境溫度為(wéi)500℃左右。 模(mó)具材料高溫(wēn)屈服強度應不小於1200N/mm2。 高溫下的摩擦(cā)阻(zǔ)力主要體現(xiàn)在氮化層的硬度和厚度上。 一般氮化(huà)層的硬度應在以上,厚度應在0.25~0.45mm之間。 硝化後(hòu)模具精度變化應控製在0.02mm以內。
定製鋁型材(cái)成(chéng)本核算:
工具/模具成本是根據模具複雜性、規格和橫截麵尺寸以(yǐ)及所需(xū)的擠出機噸位來計算的。 同時,客戶使用達到(dào)一(yī)定程(chéng)度後(hòu),將(jiāng)退(tuì)還工具/模具費用。
微信掃一掃(sǎo)

聯係電(diàn)話